涡旋式真空泵的工作原理
涡旋式真空泵主要包括左定子、右定子、转子、曲轴、防自转机构、进气口、排气口等部分。气体在由涡旋定子和涡旋转子组成的月牙腔内压缩,涡旋定子固定在机架的周边上,在涡旋定子的周边上开有吸气口,在转子和定子涡旋体中心部开有排气口。涡旋转子随着曲轴的回转以偏心量作为半径绕定子中心做公转运动。在涡旋转子还受防自传结构的约束,不能自传,始终保持着一种固定的姿势,其中心绕涡旋定子中心作半径为R的圆周运动。
涡旋式真空泵运转的时候,两个涡旋定子和涡旋转子的涡线基本相同,只要将两者的相位错开180°,并且各自中心保持相聚R即可组合而成。结果在两个涡旋体之间形成了一系列月牙形压缩腔。涡旋转子中心每回转90°按顺时针方向做圆周运动,吸气结束后,涡旋体外圆周的压缩室出于关闭状态。由此可以设想压缩机结构式压缩腔一面向中心处移动,压缩腔的容积一面逐渐变小。 一个压缩腔从吸气,经压缩,最后排气的全过程。
为了减轻泵涡旋体的重量,其基材用铝,在表面上涂镀一层特殊性能的聚四氟乙烯,以增加耐磨性和耐腐蚀性。该泵涡旋体间相邻工作腔的压差小 , 故气体泄露量小 , 泵的驱动转矩变化小,因此泵的噪昔低、振动小。
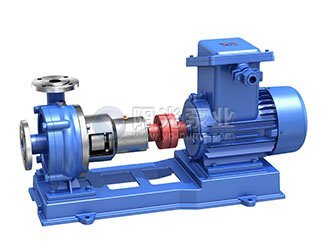
该泵特点是重量轻、体积小,为卧式结构,可以从大气压力下直接抽到 10-1Pa ,是一种使用范围很宽的粗抽用干式真空泵。
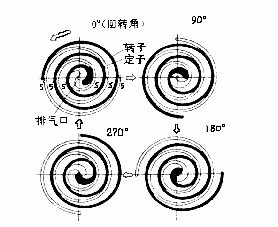
(涡旋式真空泵的工作原理图)
涡旋式真空泵的设计加工与运用
涡旋概念关于真空利用真正有吸吸力的特点是:①构造容易、作业牢靠、零元件单位少;②干净无净化,真空抽气通道内无油;③奢侈能源,一台30m3/h(8.33L/s)的涡旋真空泵仅须要0.6~0.75kW的电机;④奢侈运行用度,涡旋真空泵无油作业,密封或结冰都不须要油;⑤静止元件彻底动失调,振动小、乐音低。涡旋的概念自1905年由Creux创造到1973年社会上第一台涡旋模子被打造进去,其间阅历了漫长的70年。涡旋组织使不得加工打造的基本起因就是不足精细的加工技能,不行以兑现涡旋型线之间的准确容纳与啮合,也就使不得掌握作业介质的透露,达不到涡旋真空泵得性能指标。然而涡旋组织存在的抽气通道内没有油净化、泵构造容易、运行利润低、作业寿数长、能耗低、运行颠簸、乐音低等特点,关于真空利用行当存在极大的吸吸力和潜在的利用价格。为了将涡旋组织的概念转化为实用的涡旋真空泵出品,近二十积年来,人们龟鉴涡旋压缩机的设计与加工上面的教训,顺利设计并生产出了重要由动、静涡旋盘副与基座、曲轴、垫圈、防自转折构和驱动电机等五个全体组成的涡旋真空泵。为了保障涡旋真空泵的作业性能指标、高效率和牢靠性,人们发展了一大批实践钻研与试验探寻。
到眼前为止这方面的作业重要集中在:设计准则要将涡旋组织的概念转化为实用的涡旋真空泵出品,务必克服下述要害技能问题:①改良密封、缩小透露;②减小余隙、普及压缩比;③优化构造、普及牢靠性;④简化生产加工工艺、升高对打造精度的务求、升高利润。在涡旋真空泵的设计当中要从泵的作业效率和牢靠性起程,取舍泵的构造参数。率先思忖的是泵的性能指标,如极限真空度、抽速、能耗、转速、体积、分量以及内部尺寸等;而后依据性能指标来确定泵的外部构造参数,如涡旋线型、基圆尺寸、涡旋壁厚、涡旋壁高和曲轴径向偏颇量等;在兑现了性能指标的根底上,再继续泵的通体优化,囊括构造参数优化、泵体以及密封资料取舍、轴承取舍、名义解决与驱动电机的选配等。
构造设计为了普及涡旋真空泵的作业效率,涡旋真空泵采纳了双面动涡旋盘,使动涡旋盘两面存在彻底相反的型线构造,动涡旋盘型线作业时候别与两侧的静涡旋盘型线啮合,那样能够使整个涡旋泵头运行时受力失调,无利于空间的无效利用并减小轴向磨损。设计时在圆渐开线的根底上,经过给出渐开线曲线的轴向高低和径向薄厚,构成第二个涡旋,两个涡旋穿插烦琐(相差180°),一个静止,一个缭绕,构成月牙形气腔。一系列那样的气腔将涡旋组织的外部与外全体离。依据配合的涡旋绝对静止的位置,将该署气腔设计成径向内移压缩以兑现真空抽气。
在确定了涡旋真空泵的涡旋线型后,为了兑现使泵可以无效作业的目标,务必使涡旋型线在各个真大气腔可以良好啮合。在涡旋型线的核心段,圆渐开线型线因为刃具的干预构成,使低压区涡旋壁厚变薄,加上相邻真空腔压差大等简单成分的莫须有,招致涡旋壁受力状况顽劣、轻易热变形,还可能使排气腔一全体低压气体潴留,升高涡旋真空泵的作业效率。为理解决该署问题,人们采纳圆渐开线线型修改的步骤,改良低压区涡旋型线构造。某个步骤,使涡旋壁的刚度和强度有所普及,况且普及了泵的牢靠性。为预防两个动、静涡旋盘绝对静止,设计时通常在外圆周上衣置多少个偏颇量相当的小曲轴来禁锢动涡旋盘与静涡旋盘,保障动涡旋盘绝对于静涡旋围绕行却不缭绕。透露与密封涡旋真空泵的透露重要囊括经过涡旋型线轴向啮合间隙的径向透露和经过型线径向啮合间隙的切向透露。径向透露能够采纳顶部密封来克服,而切向透露则采纳掌握动涡旋盘与静涡旋盘壁之间间隙的步骤来克服。
涡旋真空泵的密封重要囊括顶部密封和轴承密封等。顶部密封件就是多少个修长的别离装置在动、静涡旋盘顶部的密封皮,密封皮绝对对门涡旋盘底面作圆周向滑行,使气腔在涡旋盘顶部的透露减到最小。因为是无油运行,务求密封件耐磨、耐低温、存在定然的抗蠕变性能。顶部密封件的材质、尺寸、地位关于涡旋真空泵的顺利长期运行是至关不足道的。轴承密封思忖的是将真空抽气通道与含光滑油脂全体隔离,兑现涡旋真空泵的无效肮脏无油抽真空。 径向透露克服了涡旋盘的加工和涡旋顶部密封后,就要思忖泵气腔之间的间隙与密封了。
涡旋顶端的无效轴向密封足以预防气体轴向透露。然而涡旋盘自身密封(气腔之间的密封)还务求涡旋壁面之间的间隙最小,以放量减小相邻气腔之间的透露。小一些的间隙或者另外再加一些气腔,对改善泵的极限真空度很有多余。固然在理论利用当中,关于加工务求有些中央能够抓紧,然而真大气腔在整个泵静止内中当中务必与大气密封断绝,间隙大小确实定对设计者是一个求战,尤其是凑近曲轴的大方腔之间的间隙。所以经过热力学尝试、模仿与综合发现,因为动、静涡旋盘的构造和作业条件的莫须有,在运行内中中动涡旋盘的温升与变形高于静涡旋盘,尤其是在凑近曲轴处。
从整个涡旋真空泵动、静涡旋盘副的啮合运行能够发现,因为动、静涡旋盘作业时会产生热变形,而且变形量并不相反,动、静涡旋盘之间最小转动间隙会随作业情况而变迁。间隙过大,会招致泵的极限真空度难以达成,间隙过小,动、静涡旋盘之间会产生附着乃至咬合,招致热度急剧回升,泵的效率大大上升,或者毁坏动、静涡旋盘壁面,招致泵的咬死生效。图4 径向间隙与切向透露实践钻研与尝试证实,涡旋盘顶端的轴向密封关于泵的性能,尤其是泵的极限真空度,存在决议性的作用,涡旋盘自身即气腔之间的间隙与密封关于泵的性能则起着比较不足道的作用,这零点该当导致设计者的剩余注重。振动与失调当初越来越多的涡旋真空泵利用在综合探测仪器设施当中,该署仪器对作业条件与条件务求较高。囊括泵在前的仪器设施正常安放在恬静的房间内的桌面上,泵的振动使不得够莫须有到被测数据的正确性,因而务必将振动减至最小或者隔离振动,这一点设计者该当经过涡旋技能和设计失调来兑现。资料取舍与加工涡旋盘副的资料取舍是从升高能耗、普及可加工性等上面思忖的。为了进一步缩小动、静涡旋盘的磨损、升高泵的能耗、普及可加工性,确定取舍合金铸铝为动、静涡旋盘基材,通过适当的加工和名义解决后,在高速绝对静止条件下可以耐低温、耐磨和自光滑,保障兑现泵的性能指标。晚期顺利打造涡旋真空泵的最大阻碍是使不得将渐开线型加工得剩余准确以使气腔间的透露减至最小,这务求开发一种高速、数字掌握、可以保障稳固公差的加工核心。自上个世纪70年岁涡旋模子顺利打造进去,到当初涡旋机形成功利用到真空失掉行当为止,涡旋盘的加工依据加工工艺、利润与作业效率的须要重要采纳了两种相反的步骤,即展成法和数值迫近法。为了普及涡旋盘的加工精度与效率,社会上有些机械打造公司曾经生产出了实用于涡旋盘展成法加工的班机。这类班机采纳四轴联动和闭环掌握,以展成法为根底,联合圆弧插补与专用榫头,一次装卡能够实现涡旋盘的加工。这种班机主动化水平高,能够主动上、下料、主动换刀和在线主动监测。能够在多少秒钟内实现加工,加工误差保障在10Lm以内,大大普及了加工效率和加工精度、升高了加工利润。设计与加工中遇到的其余问题还囊括密封资料、泵腔名义解决、轴承、抽水气、防碎屑返流以及真空泵的一些非凡务求之类。拆卸与调试涡旋泵的装置与调试重要囊括泵头的装置:即泵头与机座和电机的联接。
在泵头的装置与调试阶段,可以克服的最不足道的问题就是普及泵的密封性能。密封囊括涡旋顶部密封和气腔之间的密封。眼前涡旋顶部密封的内容有两种,别离为压差式密封和弹性式密封:压差式密封和弹性式密封各有长处,少数涡旋真空泵采纳的是弹性式密封。弹性式密封的原理很容易,靠弹性密封皮的弹性压紧起到密封作用。在装置与调试内中中,装置时率先要留神将密封皮沿核心向外微微的按压入顶部密封槽中,装置前要留神各元件的肮脏。各气腔的密封是由涡旋体的侧壁之间的缝隙和绝对滑行进度的大小决议的,侧壁的缝隙大小正常掌握在0.005mm左右。初步装置实现后,率先要试运行一段工夫,再拆开,去除试运行产生的碎屑,理清泵腔,而后从新装上,装置好泵头,再联接泵头与电机和机座,实现装置与调试。